







4腔奶粉盖案例
• 产品克重: 56克
• 产品原料: PP
• 浇口类型: 热转流道针阀浇口
• 顶出方式: 吹气推板
• 成型注塑机: 280T TON
• 成型周期: 17秒
• 平均产能: 1.8万/天
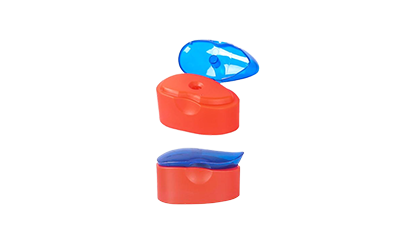
16腔秋千盖案例
• 产品克重: 7.5克
• 产品原料: PP
• 浇口类型: 针阀热流道
• 顶出方式: 推板
• 成型注塑机: 250T TON
• 成型周期: 14秒
• 平均产能: 90000PCS/天
24腔翻盖案例
• 产品克重 : 8g
• 产品原料 : PP
• 浇口类型 : 热流道针阀浇口
• 顶出方式: 二次顶出,模内合盖
• 成型注塑机 : 280T TON
• 成型周期 : 13秒
• 平均产能 : 14万/天
32腔拉环盖案例
• 产品克重:5克
• 产品原料: PP
• 浇口类型: 热流道点浇口
• 顶出方式: 二次顶出
• 成型注塑机: 350 TON
• 成型周期: 15秒
• 平均产能: 17万/天![]()



16腔泡腾片盖子案例
• 产品克重: 5克
• 产品原料: PE
• 浇口类型: 针阀热流道
• 顶出方式: 二次顶出
• 成型注塑机: 250TTON
• 成型周期: 15秒
• 平均产能: 8万/天
16腔双色盖案例
• 产品克重: 11克
• 产品原料: PP
• 浇口类型: 热流道针阀浇口
• 顶出方式: 二次顶出,模内盒盖
• 成型注塑机: 280T TON
• 成型周期: 18秒
• 平均产能: 70000PCS/天
24腔洗衣液盖案例
• 产品克重: 13克
• 产品原料: PP
• 浇口类型: 热流道点浇口
• 顶出方式: 推板脱螺纹
• 成型注塑机: 350 TON
• 成型周期: 18秒
• 平均产能: 10万/天
8腔膏霜罐子案例
• 产品克重: 39克
• 产品原料: PETG
• 浇口类型: 热流道针阀浇口
• 顶出方式: 推板
• 成型注塑机: 350TON
• 成型周期: 45秒
• 平均产能: 1.4万/天![]()
4腔奶粉盖案例
• 产品克重: 56克
• 产品原料: PP
• 浇口类型:热转流道针阀浇口
• 顶出方式: 吹气推板
• 成型注塑机: 280T TON
• 成型周期: 17秒
• 平均产能: 1.8万/天
16腔泡腾片盖子案例
• 产品克重: 5克
• 产品原料: PE
• 浇口类型: 针阀热流道
• 顶出方式: 二次顶出
• 成型注塑机: 250TTON
• 成型周期: 15秒
• 平均产能: 8万/天
16腔秋千盖案例
• 产品克重: 7.5克
• 产品原料: PP
• 浇口类型: 针阀热流道
• 顶出方式: 推板
• 成型注塑机:250T TON
• 成型周期: 14秒
• 平均产能:90000PCS/天
16腔双色盖案例
• 产品克重: 11克
• 产品原料: PP
• 浇口类型: 热流道针阀浇口
• 顶出方式:二次顶出,模内盒盖
• 成型注塑机:280T TON
• 成型周期: 18秒
• 平均产能:70000PCS/天
24腔翻盖案例
• 产品克重 : 8g
• 产品原料 : PP
• 浇口类型:热流道针阀浇口
• 顶出方式:二次顶出,模内合盖
• 成型注塑机 :280T TON
• 成型周期 : 13秒
• 平均产能 : 14万/天
24腔洗衣液盖案例
• 产品克重: 13克
• 产品原料: PP
• 浇口类型:热流道点浇口
• 顶出方式: 推板脱螺纹
• 成型注塑机: 350 TON
• 成型周期: 18秒
• 平均产能: 10万/天
32腔拉环盖案例
• 产品克重:5克
• 产品原料: PP
• 浇口类型: 热流道点浇口
• 顶出方式: 二次顶出
• 成型注塑机: 350 TON
• 成型周期: 15秒
• 平均产能: 17万/天![]()
8腔膏霜罐子案例
• 产品克重: 39克
• 产品原料: PETG
• 浇口类型: 热流道针阀浇口
• 顶出方式: 推板
• 成型注塑机: 350TON
• 成型周期: 45秒
• 平均产能: 14000万/天![]()
版权 © 2023 深圳市麦士德福料技股份有限公司
